

|
|

|
Промышленный лизинг
Методички
Таблица 12.1 Ар, МПа Размеры винтовых уплотнений
мальные размеры (см. рис. 12.16) hjh = 1,2... 1,8; bj(h, +b2) = 0,m. При нарезке прямоугольной формы уплотнение может создавать больший перепад давлений, чем при нарезке треугольной формы при радиальных зазорах, соизмеримых с глубиной канавки [41]. Мощность, Вт, потребляемая винтовыми уплотнениями с прямоугольной нарезкой (см. рис. 12.7): N = /*spг где S - площадь смоченной цилиндрической поверхности; = AfA + i A Re\ Ь 1 + 5 1 bj Герметичность винтовых уплотнений определяется перепадом давлений, степенью заполнения рабочего пространства жидкостью, режимом течения и физическими свойствами жидкости. Рабочее пространство винтового уплотнения может быть полностью заполнено жидкостью (газом), если уплотнение выполняет функции импеллера, снижающего давление перед концевым уплотнением. Если же винтовое уплотнение само является концевым уплотнением, его рабочее пространство лишь частично заполнено жидкостью (а частично воздухом). Существуют различные режимы работы винтового уплотнения в качестве концевого уплотнения вала (рис. 12.19) [37]. При низких скоростях V в уплотнении отсутствуют утечки жидкости наружу и ин- жекция пузырьков газа (воздуха) через уплотнение в жидкость. При определенном значении v возникает инжекция газа. Этот предел определяется формой нарезок, эксцентриситетом винта, физическими свойствами жидкости и газа. Его оценивают числом Рейнольдса (Re = = гб/v < 100). По другим данным предел по инжекции газа Re < 200. Инжекция газа незначительна при ламинарном режиме течения жидкости. Эксцентриситет винта интенсифицирует этот процесс. Инжекция газа уменьшается при выполнении нарезок на неподвижной втулке. Инжекция газа происходит вследствие неустойчивости границы газ - жидкость, которая определяется неравномерностью распределения давления по окружности уплотнения. Увеличение числа заходов нарезки, уменьшение ее размеров и экс-
Рис. 12.19. Пределы режимов работы винтового уплотнения: а - по перепаду давлений; й - по инжекции газа; в - по температуре; г - по потере герметичности; А - область работы уплотнения с утечками: С-область работы уплотнения с неболыпими утечками ([шфры на кривых соответствуют степени заполнения уплотнения жидкостью) 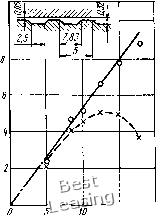 Рис. 12.20. Зависимости перепада давлений винтового уплотнения от частоты вращения втулки (сплошная линия) и винта (штриховая) при работе в краске  1 If & 11 г Рис. 12.21. Зависимости минимальной окружной скорости при потере герметичности винтовых уплотнений от числа заходов нарезки при длине /: I - 50 мм; 2 - 12 мм центриситета, выполнение щелей с гладкими стенками на выходе из уплотнения снижают инжекцию газа. При дальнейшем увеличении скорости винта V (см. рис. 12.19) происходит потеря герметичности винтовых уплотнений с появлением утечки жидкости наружу. При этом происходит интенсивное образование эмульсии газ - жидкость в зазоре уплотнения. При работе в краске уплотнения с неподвижным винтом и вращающейся гладкой втулкой при большой частоте вращения утечек наружу не наблюдалось (рис. 12.20) [33]. На рис. 12.21 приведены экспериментальные зависимости минимальной скорости потери герметичности уплотнений от числа заходов различных нарезок [37]. Увеличение скорости г ограничено также температурным пределом (см. рис. 12.19), который определяется интенсивностью отвода теплоты от уплотнения для поддержания высокой вязкости жидкости. Предел скорости потери герметичности уменьшается с уменьшением поверхностного натяжения жидкости. На рис. 12.22, а показано винтовое уплотнение вертикального вала центробежного насоса для циркуляции расплавленного натрия в атомном реакторе на быстрых нейтронах [35]. Уплотнение заполнено маслом и удерживает радиоактивный нейтральный газ (аргон), защищающий натрий от окисления. Давление газа 0,1...0,2 МПа, давление масла 0,5 МПа. При частоте вращения вала 1000 мин" утечки газа составляют менее 0,35 см/мин, утечки масла < 0,6 см/мин. Чистый аргон 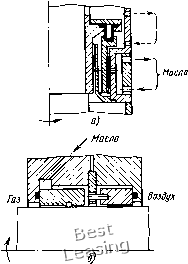 Рис. 12.22. Винтовые уплотнения: о - центробежного насоса для расплавленного натрия; б - центробежного компрессора На рис. 12.22,6 показано винтовое уплотнение вала центробежного компрессора [36]. Плавающая конструкция обеспечивает самоустановку уплотнения и малый радиальный зазор (около 0,1 мм). Самоустановка обеспечивается участками уплотнения с гладкими стенками. Охлаждение уплотнения осуществляется маслом, прокачиваемым в сторону воздуха через щель с гладкими стенками. Частота вращения вала 17 000 мин", окружная скорость 76 м/с, перепад давлений 3 МПа, температура газа 215 °С. Лабиринтно-винтовые уплотнения. Лабиринтно-винтовые устройства применяют в качестве насосов (лабиринтные насосы) и уплотнений валов сравнительно недавно [И]. В отличие от винтовых устройств, эффективно работающих в средах с большой (по сравнению, например, с водой) вязкостью в режимах ламинарного течения, лабиринтно-винтовые уплотнения рекомендуется применять в маловязких жидкостях (в воде, сжиженных газах и т. п.) в режимах турбулентного течения. Турбулентный режим определяется конструкцией лабиринтно-винтового уплотнения, имеющего нарезки противоположного направления на втулке и винте, малой вязкостью жидкости и большой относительной скоростью движения нарезок. В связи с тем, что уплотнения работают в режиме развитой турбулентности, движегше жидкости можно считать автомодельным. Его гидродинамические характеристики слабо зависят от числа Рейнольдса. Лабиринтно-винтовое уплотнение, состоящее из втулки / и винта 2, показано на рис. 12.3. В рабочем пространстве между винтом и втулкой жидкость располагается в ячейках, ограниченных с одной стороны двумя нарезками винта, с другой - двумя нарезками втулки (рис. 12.23). Жидкость обтекает эти нарезки с образованием завихрений со стороны, противоположной направлению натекания. Передача энергии от винта к жидкости происходит 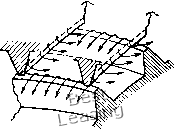 /с z/ д nd (12.3) Рис. 12.23. Схема вихреобразования в ячейке лабиринтно-винтовою уплотнения в результате обмена количествами движения жидкости, обтекающей винт, с жидкостью, обтекающей втулку. Силовое взаимодействие винта и втулки с жидкостью сводится к возникновению сил трения на условной поверхности раздела, проходящей через зазор между винтом и втулкой (рис. 12.24). Силы тре[шя, возникающие в жидкости, создают на поверхностях нарезок винта и втулки силы давления и трения. Для турбулентного автомодельного течения силы жидкостного трения пропорциональны квадрату скорости сдвига слоя жидкости на условной поверхности раздела. На основании этого из рассмотрения течения между развертками поверхностей винта и втулки получены выражения для перепада давлений и мощности лабиринтно-винтового устройства [11]: 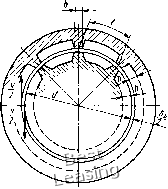 /c = Csina; tga = 7ci/s; (12.4) JV, = 0,5ApAptctga, (12.5) где к - коэффициент напора; z, /, d - число заходов, длина и диаметр нарезки винта; v = ndn/60 - окружная скорость винта; Q - расход жидкости, перекачиваемой устройством; Snp - проходная площадь в поперечном сечении (площадь пустот на gHC. 12.24); а - угол нарезки; С - коэффициент сопротивления при обтекании выступа нарезки жидкостью; S - ход нарезки. Зависимости (12.3) - (12.5) получены при условии, что нарезки винта и втулки имеют одинаковую форму, т. е. одинаковые размеры выступов, числа заходов и углы а. Направления нарезок на винте и втулке - противоположные. Если противодавление Др, создаваемое лабиринтно-винтовым уплотнением, равно давлению среды перед уплотнением, расход жидкости через уплотнение (2 = 0. Точнее, он равен внутренним утечкам в уплотнении. Эти утечки происходят через узкие щели АВ, образованные пересечением выступов нарезок винта и втулки (рис. 12.25). Если рассматривать эти щели как отверстия, утечки через одну щель с зазором 6о/2 можно определить из выражения 2 cos а 2(Р2 - Pi) где - коэффициент расхода; h„ -ширина цилиндрических поверхностей 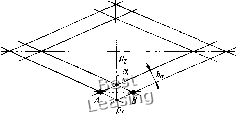
М ifS 50 55 60 63 70 15 80 а," Рис. 12.26. Зависимость коэффициента напора от угла а трапецеидальной нарезки (ft = = 3 мм; 5о/2 = 0,1... 0,25 мм; для винта t„ = 5,6... 22 мм; для втулки 1„ = 5,3 ... 12 мм; Ь„ = 0,2 ... 1,4 мм; s„ = 1,2 ... 2,9 мм) верхушек нарезок в нормальном сечении; р - плотность жидкости. Внутренние утечки в уплотнении G6 = Ci cos а 2/z Aptgot к dp Рис. 12.24. Поперечное сечение лабиринтно-винтового уплотнения Рис. 12.25. К расчету внутренней утечки в лабиринтно-винтовом уплотнении Таким образом, утечки прямо пропорциональны Ь„ и быстро увеличиваются при а-»90°. С увеличением /?„ и а активная длина нарезки, участвующей в процессе турбулентного трения, уменьшается. С увеличением h„ интенсивность вихреобразования при обтекании нарезки, т. е. турбулентного трения уменьшается, поэтому значение h„ следует выбирать наименьшим. Коэффициент ij можно определять по экспериментальным данным, относящимся к истечению жидкостей через отверстия прямоугольной формы. Сплошными линиями на рис. 12.26 - 12.28 показаны экспериментальные зависимости коэффициентов напора к нарезок трапецеидальной, треугольной и полукруглой формы от угла подъема нарезок а, полученные при испытаниях на воде. Кривые построены для нарезок с различными абсолютными размерами и приблизительно одинаковыми соотношениями размеров выступов нарезок. Теоретические (штрихпунктирные) кривые построены по соотношениям (12.4) при С = 5 для трапецеидальной и полукруглой и при = 3 для треугольной нарезки. В зависимости от числа заходов нарезки z или ее относительной высоты 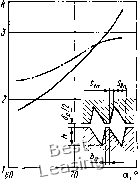 Рис. 12.27. Зависимость коэффициента напора от угла а треугольной нарезки {И = = 3,8... 4 мм; 5о/2 = 0,15... 0,2 мм; h„ = = 0,3... 0,6 мм; S], = 0,6... 1,3 мм; «2„ = = 1,9... 3,5 мм) h/t, где t - шаг нарезки в поперечном сечении (см. рис. 12.24), перепад давлений, создаваемый уплотнением, имеет максимум (рис. 12.29), так как параметр -г- пропорционален перепаду давле- Ко if НИИ на уплотнении. Экспериментальные зависимости, показанные на рис. 12.29, получены для уплотнений, работающих в воде; для нарезок трапецеидальной формы число заходов нарезки винта равно или в 1,5 и 2 раза меньше числа заходов нарезки втулки; для нарезок треугольной и полукруглой форм число заходов винта и втулки одинаково. Результаты экспериментов показывают, что увеличение числа заходов нарезки втулки по сравнению с числом заходов 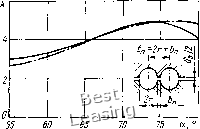 Рис. 12.28. Зависимость коэффициента напора от угла а полукруглой нарезки {d = = 70... 145 мм; г = 2... 5 мм; 5о/2г = = 0,08... 0,12; й„/г = 0,1... 0,25) 0,6 0,2
0,08 0,16 h/t Рис. 12.29. Зависимость коэффициента напора от отношения высоты нарезки к торцовому шагу (ко 1 - коэффициент напора при hit = = 0,1) нарезки винта несколько повышает коэффициент напора уплотнения. Наибольший перепад давлений при одинаковых основных размерах (диаметре и длине) уплотнения возникает при нарезке треугольной формы. Это можно объяснить большим числом заходов нарезки, хотя коэффициент для треугольной нарезки меньше, чем для трапецеидальной и полукруглой. При увеличении радиального зазора 5о/2 между винтом и втулкой коэффициент напора треугольной нарезки уменьшается значительно быстрее, чем для трапецеидальной и полукруглой нарезок (рис. 12.30 и 12.31). Зазор между выступами нарезок винта и втулки может меняться вследствие изнашивания абразивными частицами, содержащимися в рабочей жидкости. Если размеры частиц больше радиаль- 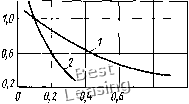 0,8 Sj,/h Рис. 12.30. Зависимости коэффициента напора от относительного зазора нарезок: 1 - трапецеидальных и прямоугольных; 2 - треугольных (<:о 1 - коэффициент напора при 5п/А = = 0,1) 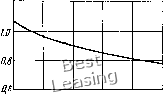 0,08 0,П 0,1В 0,?а 0,211 ff„lh Рис. 12.31. Зависимость коэффициента напора от относительного зазора полукруглой нарезки ного зазора 5о/2, изнашивание верхушек выступов нарезок происходит быстро до максимального размера этих частиц, а затем замедляется. На рис. 12.32 приведена кривая изменения радиального зазора во времени в лабиринтном насосе со стальными винтом и втулкой при перекачивании им воды с содержанием песка (размер песчинок около 0,5 мм). При увеличении вязкости рабочей жидкости режим ее течения в лабиринт-но-винтовом уплотнении изменяется от турбулентного автомодельного до турбулентного неавтомодельного и далее до ламинарного. По данным И. И. Зозули, эти изменения можно оценить зависимостью относительного коэффициента напора от числа Рейнольдса Re = 0,5r5o/v (рис. 12.33). При Re > 50 (область III) коэффициент напора не зависит от числа Рейнольдса, при меньших значениях Re (область ) коэффициент напора уменьшается, а затем в области ламинарного режима течения 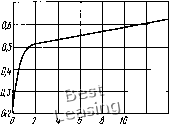 П t,4 Рис. 12.32. Зависимость радиального зазора от времени работы лабиринтного насоса на воде с содержанием песка
15 30 if5 ВО Ке Рис. 12.33. Области оптимальной работы винтовых (кривая 2) и лабиринтн0;винтовых (кривая 1) уплотнений (область /) немного увеличивается. Линейная зависимость 2 построена для винтового уплотнения с гладкой втулкой. Коэффициент напора этого уплотнения при Re < 15 превышает коэффициент напора лабиринтно-винтового уплотнения. По кривым на рис. 12.33 можно выбирать области оптимальной работы винтовых и лабиринтно-винто-вых уплотнений. При использовании ла-биринтно-винтовых уплотнений в качестве концевых уплотнений валов в более сильной степени проявляются их особенности, аналогичные особенностям винтовых уплотнений. Часть рабочего пространства между винтом и втулкой заполнена жидкостью, остальная - воздухом. Между жидкостью и воздухом нет четкой границы, так как благодаря турбулентному характеру движения среды происходит интенсивное перемешивание воздуха с жидкостью и образуется эмульсия. Ширина этой зоны при работе в воде составляет 10 - 20 мм. Некоторый объем воздуха в виде пузырьков попадает в воду. Плотность эмульсии меньше плотности чистой жидкости и соответственно меньше перепад давлений, создаваемый уплотнением. Существенное влияние на интенсивность образования эмульсии оказывают частота вращения, размеры нарезок, вязкость и поверхностное натяжение жидкости. В целях снижения интенсивности образования эмульсии и повышения герметичности уплотнения рекомендуется 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 [ 68 ] 69 70 71 72 73 74 75 76 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||