

|
|

|
Промышленный лизинг
Методички
достигла величины 0,06 мм. Видимых трещин и разрушений при достижении максимальной нагрузки не наблюдалось. Испытаниям подвергалась также железобетонная подмоторная плита с узлами сопряжения в виде сварных коробов с платиками. Плиту нагружали моментом, превышающим максимально развиваемый двигателем в 10 раз. Деформации анкеров и опорных узлов в сумме достигли величины 0,04 мм. Видимых трещин и разрушений при этом не наблюдалось. Проведенные испытания показали, что железобетонные подмоторные плиты вполне работоспособны. ГЛАВЛ IV ИЗГОТОВЛЕНИЕ ЖЕЛЕЗОБЕТОННЫХ ДЕТАЛЕЙ МАШИН ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ Железобетонные детали машин в зависимости от их вида, назначения, условий работы, размеров и других факторов могут изготовляться монолитными, сборными и сборно-монолитными. Монолитными выполняются железобетонные детали, трудно поддающиеся членению на элементы, а также детали, в которых недопустимо снижение жесткости из-за наличия стыков. В свою оче 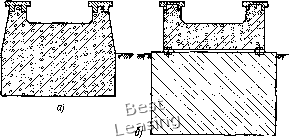 Рис. 89. Схемы монолитных железобетонных деталей редь, монолитные подразделяются на детали, изготовляемые со вместно с фундаментом и отдельно от фундамента. Железобетонные детали изготовляют совместно с фундаментом на месте установки машины (рис. 89, а), а отдельно от фундамента - в условиях цеха железобетонных конструкций с последующей их установкой на фундамент (рис. 89, б). Преимущество монолитного исполнения заключается в отсутствии стыков, отрицательно влияющих на жесткость и устойчивость детали, а также в отсутствии работ по установке, выверке и соединению отдельных элементов. Сборными, как правило, выполняются крупноразмерные детали большого веса и сравнительно легкого режима работы, что позволяет изготовлять отдельные элементы деталей на заводах железобетонных изделий с последующим сочленением их на месте установки. Сборно-монолитными выполняются детали из сборных железобетонных элементов и монолитного бетона, укладываемого на месте монтажа детали. Изготовление железобетонных деталей машин складывается из следуюш,их основных процессов: изготовления металлических закладных частей; изготовления арматуры; сборки металлического каркаса, состоящего из арматуры и закладных частей; изготовления и сборки опалубки, приготовления бетонной смеси; формования (укладка и уплотнение бетонной смеси, выравнивание открытых поверхностей бетона); твердения бетона (естественное, искусственное); распалубки; устранения дефектов бетонирования; подготовки поверхностей под окраску; чистовой механической обработки закладных частей; окончательной окраски. Каждый из процессов представляет собой ряд отдельных опе> раций, выполняемых в определенной последовательности и на соответствующем оборудовании. Есть два принципиально отличных способа организации производства изготовления железобетонных деталей: агрегатно-поточ-ный в перемещаемых формах или на поддонах и стендовый в непе-ремещаемых формах. Стендовый способ наиболее целесообразен для длинномерных, тяжеловесных и сложных железобетонных деталей машин, так как при транспортировании в процессе изготовления могут нарушиться их размеры, а также целостность металлического каркаса и опалубки. Агрегатно-поточный метод рационально применять при изготовлении простых по конструкции деталей или деталей малого веса, при перемещении которых жесткость поддона или формы обеспечивает стабильность габаритных и внутренних размеров, а также неизменность положения их закладных частей. Железобетонные детали машин, как правило, имеют много закладных частей, разнообразных по форме, конструкции и способу изготовления, которые могут весить от нескольких килограмм до нескольких десятков тонн (до 40% общего веса детали). Изготовление закладных частей составляет значительную часть трудоемкости изготовления железобетонных деталей машин, так как оно связано с литьем, сваркой и механической обработкой. Для установки, выверки и закрепления закладных частей, опалубки и арматурного каркаса необходима соответствующая технологическая оснастка, которая позволяет изготовлять детали с необходимой точностью. Одним из видов технологической оснастки являются точные стенды, которые служат основанием для производства монтажа металлического каркаса, опалубки и формовки детали. Они являются технологической базой, к которой соотносят некоторые размеры монтируемого металлического каркаса. В качестве стендов могут служить обычные многопаз-ные стендовые плиты, применяемые в машиностроении. 138 Для установки и выверки закладных частей в вертикальной плоскости применяют металлические угольники, с помощью которых можно получить требуемую точность положения поверхностей. Горизонтальность поверхностей закладных частей детали выверяют машиностроительным уровнем, а в случае длинномерных закладных частей - прецезионным нивелиром. Для изготовления железобетонных деталей машин нужны клиновые башмаки, металлические линейки, штангенциркули, струбцины и винтовые домкраты для установки тяжеловесных закладных частей. Для хорошего товарного вида необходимо окрашивать детали. Во многих случаях окраска защищает бетон от вредного воздействия масел и эмульсий в процессе эксплуатации. Большинство железобетонных деталей машин в процессе изготовления проходит стадию механической обработки. Насыщенность деталей машин закладными частями и арматурой, применение для их изготовления жестких смесей, наличие сложных сечений и труднодоступных для бетонирования мест требуют уплотнять бетонную смесь высокочастотными вибраторами. Для изготовления железобетонных деталей машин требуется крановое оборудование грузоподъемностью до 50 т. ИЗГОТОВЛЕНИЕ ЗАКЛАДНЫХ ЧАСТЕЙ В зависимости от конструкции закладные части железобетонных деталей машин могут быть литыми (направляющие движения, стыковочные плиты), сварными и комбинированными. При изготовлении крупногабаритных закладных частей могут применяться комбинированные конструкции, состоящие из сварных и литых элементов, соединенных между собой сваркой. Сварные закладные части по сравнению с литыми снижают вес на 30-40%, уменьшают трудоемкость механической обработки на 10-15%, сокращают цикл подготовки производства и улучшают условия труда. Металлические закладные части изготавливают на машиностроительных заводах. Отличительной особенностью литых закладных частей являются разнообразные сочетания толстых и тонких частей и ребер. Для получения качественного литья закладных частей необходимо располагать их рабочие плоскости в нижней части формы при ее заливке. В отличие от стальных чугунные отливки имеют со стороны, обращенной к бетону, залитые стальные элементы. Заделка стальных элшентов (стержней, уголков, швеллеров и т. п.) в чугуне вносит некоторую специфику в производство чугунных отливок для железобетонных деталей. Длинномерные чугунные закладные части типа направляющих движения представляют собой нежесткие корытообразные отливки с поперечными ребрами (рис. 90, а). с нижней стороны в чугуне заливают два ряда стержней из арматуры периодического профиля. Кроме того, для стыковки направляющих с другими металлическими закладными частями в одном из торцов заделывают стальные стержни. В связи с тем, что внутренние необрабатываемые поверхности контактируются с бетоном, они должны быть тщательно обрублены и очищены. На обрабатываемых поверхностях отливок должны быть припуски, обеспечивающие получение поверхностей в соответствии /1-4
- 2500- Рис. 90. Виды направляющих движения железобетонных станин металлорежущих станков С размерами чертежей. Внутренние поверхности отливок не грунтуют и не окрашивают, так как они соприкасаются с бетоном. К месту монтажа и бетонирования железобетонных деталей отливки должны поступать предварительно обработанными по рабочим плоскостям. Это необходимо для повышения точности сборки закладных частей в опалубке, что в конечном счете влияет на точность изготовления железобетонных деталей. Большинство металлических закладных частей изготавливают в виде сварных конструкций (рис. 90, б, в). В местах резьбовых отверстий сварных закладных частей со стороны, обращенной к бетону, приваривают бобышки, которые предотвращают выход инструмента в бетон и его поломку. Сварными могут изготавливаться опорные плиты, направляющие станин, торцовые плиты и т. п. Маслосборники и металлическую облицовку также изготавливают посредством сварки.-140 К ним дополнительно предъявляется требование герметичности сварных швов. Качество сварных соединений необходимо проверять до бетонирования, так как в железобетонных деталях обнаруженные дефекты изготовления закладных частей исправить трудно или совсем невозможно. Закладные части должны иметь достаточный припуск на механическую обработку, производимую после формообразования железобетонной детали. Опыт изготовления железобетонных деталей показывает, что основным недостатком сварных закладных частей являются-значительные остаточные деформации и напряжения, возникающие от неравномерного нагрева свариваемых элементов. Исправление  Рис. 91. Последовательность выполнения сварных швов: о - правильно; б - неправильно дефектов сварки путем правки и отжига требует дополнительной затраты времени. Деформированные закладные части увеличивают трудоемкость монтажа и усложняют сборку опалубки. Для устранения остаточных деформаций целесообразно швы выполнять в определенной последовательности (рис. 91, а и б). Напряжение в сварных конструкциях можно уменьшить, если соблюдать ряд условий. Основной металл не должен быть склонен к образованию закалочных структур при остывании на воздухе. Наплавленный металл должен обладать пластическими свойствами не ниже пластических свойств основного металла. Нельзя допускать пересечения сварных швов и их скопление в какой-то части конструкции. Нужно избегать применения сварных швов, образующих замкнутые контуры, так как это увеличивает плоскостную напряженность. Ребра косынки и др. размещать таким образом, чтобы при сварке нагреву подвергались одни и те же места основного металла. В некоторых закладных частях с большим объемом сварочных работ рекомендуется применять сварно-литые конструкции, т. е. отдельные узлы изготавливать в виде стальных отливок. Для снятия собственных напряжений в сварных конструкциях производят отпуск. Высокий отпуск - в термической печи до температуры 873,15-973,15° К (600700° С) и выдержка в печи 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 [ 21 ] 22 23 24 25 26 27 28 29 30 31 32 33 |
|||||||||||||||