

|
|

|
Промышленный лизинг
Методички
Определим прогиб железобетонной станины от расчетных нагрузок: mp 728000-5502 !ж.б = 8EJ„p 8-0,4-10»-1174891 = 0,0585 см. Для определения жесткости / найдем силу Р, которую необходимо приложить к станине в виде сосредоточенной нагрузки посредине пролета, чтобы получить прогиб /яс. б , РР Гж.б = - откуда 48EJ /.б48£7 0,0585-48.0.4-10"-1174891 Следовательно, 1ж. 6 = QQQQ-g = 13 555 кГ/мм. 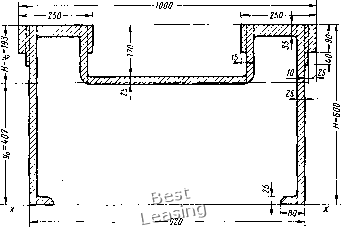 Рис. 15. Сечение чугунной станины Те же операции проведем для чугунной станины, предварительно определив центр тяжести ее сечения (рис. 15) и момент инерции: 2-2,5-9-55,5 + 2-1-13-53,5 + 2-2,5-60-30 + + 2-15.3,5-58,25 + 2.2,5-19,5-50,25 + 2-1,5-9-55,5 + S +53-2,5.41,75+ 2-5,5.1,25-2,5 F 2.2,5-9 + 2-1-13 + 2-2,5-60 + 2-15-3,5 + 2.2,5-19,5 + + 2-1,5-9 + 53-2,5 +2-5.5-2,5 = 40,7 см. J = + 2-2,5-9-14,8 + + 2-1 -13-12.8 + ц + 2-2,5-60-10,72 + 2d + 2 • 15 - 3,5 -17,552 + + 2-2,5-19,5-9,552+ :М: +2-1,5-9-14,82+ + 53-2,5-1,052+ ; +2-5,5-2,5-39,452 = 232 178 см; 8000-86,3-5502 8.1,3.10-232178 -O-OSei 1ч = 7500 0,86 = 8730 кГ/мм < /ж. б = 13 555 кГ/мм: Жесткость железобетонной станины в 1,55 раз выше чугунной. ГЛАВА II КОНСТРУИРОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ ДЕТАЛЕЙ МАШИН ИСХОДНЫЕ ПОЛОЖЕНИЯ ПРОЕКТИРОВАНИЯ В машиностроении может быть осуществлена замена существующих металлических базовых деталей железобетонными и новое проектирование машин и станков. Характерной особенностью замены металлической детали железобетонной является повторяемость форм и размеров. Иными словами, применение железобетонной детали не должно вызывать изменение конструкций или доработку сопрягающихся с базовой деталью узлов машины. Заданием на проектирование железобетонной детали в этом случае служит рабочий чертеж металлической детали, в котором указаны точность и чистота механической обработки; допускаемые отклонения от взаимного расположения рабочих плоскостей; требования, предъявляемые к материалу и внещнему виду детали. Чертежи узлов и общих видов дают представление о положении базовой детали в машине или станке, о конструкции присоединяемых к базовой детали узлов и механизмов и их взаимодействии в период работы машины. Таким образом, конструктор, приступая к проектированию железобетонной детали взамен существующей металлической, располагает достаточными исходными материалами. Следует отметить, что требование повторения геометрических форм и размеров металлической детали затрудняет применение унифицированных и типовых конструкций закладных частей и арматурных каркасов. Некоторые формы металлических деталей оказываются неприемлемыми для исполнения их в железобетоне. Новые железобетонные базовые детали проектируют на основе руководящих материалов. Основные размеры деталей выбирают с учетом требований к железобетонным конструкциям и основных свойств железобетона. Расчетом определяют размеры поперечных сечений, обеспечивающих необходимую жесткость и прочность конструкции. Базовым деталям машин присуще большое разнообразие форм поперечных сечений, габаритных размеров и конструкций. Базовые детали можно разделить на следующие группы. По назначению: станины и стойки, имеющие направляющие движения; плиты, основашгг кг рамы; блоки и шаботы; станины прессов и листоправйльных машин, имеющих замкнутый контур; цилиндры, барабаны, ролики и плунжеры; балки, траверсы, перекладины и ползуны. По форме: детали, у которых один габаритных размер значительно больше, чем два других (станины станкрв, траверсы, стойки, балки и т. д.); детали, у которых один габаритный размер меньше, чем два других (фундаментные плиты, блоки); детали, имеющие форму цилиндра (плунжеры, ролики, катки). По способу изготовления: монолитные, сборные и сборно-монолитные. Базовые детали машин можно изготавливать также из обычного и предварительно напряженного железобетона. Базовые детали машин должны обладать достаточной жесткостью, обеспечивающей заданное взаимное расположение рабочих поверхностей в процессе эксплуатации машины и являющейся основным критерием их работоспособности. Взаимное расположение рабочих поверхностей определяется высокой точностью. Так, например, прямолинейность направляющих тяжелых токарных станков задается в пределах 0,02 мм на 1000 мм длины, а на всей длине направляющих - 0,08 мм. Железобетонные базовые детали не должны изменять своих размеров в условиях длительной эксплуатации. Стабильность размеров и форм обеспечивает длительное сохранение точности, высокое качество и долговечность машин и станков. Размеры поперечных сечений железобетонных базовых деталей машин принимаются такими, чтобы наравне с жесткостью обеспечить достаточную прочность конструкции. Базовым деталям машин и станков присуЩ,и сложные формы с большим количеством ниш, углублений и окон для размещения электрооборудования, маслопроводов и для удаления стружки. В то же время всякое усложнение формы детали удорожает конструкцию, так как для ее выполнения в железобетоне требуется более сложная опалубка. При проектировании железобетонных базовых деталей следует избегать резких переходов, острых, входящих углов, труднодоступных для бетонирования мест скопления арматуры, выступов. Толщину стенок менее 120 мм принимать не рекомендуется. Железобетонные детали машин должны иметь округленные углы, плавные переходы, гладкие наружные поверхности. При конструировании «Железобетонных деталей машин нужно исходить из основных требований: 1) унификации и типизации узлов и размеров, простоты форм и минимального расхода материалов; 2) железобетонные детали машин Должны йМеТь Наименьшее Число узлов, в которых могут возникнуть концентрации напряжений, приводящие к усталостным явлениям при действии многократно повторяющейся нагрузки; 3) размеры и вес деталей или отдельных частей должны обеспечивать возможность их изготовления, транспортировки и монтажа; 4) места сопряжения и присоединения узлов и механизмов с железобетонной базовой деталью должны быть выполнены из металла в виде закладных  Рис. 16. Конструктивные меры по защите бетона: а-металлическая облицовка; б-лакокрасочные покрытия; в-обрамление углов металлом частей. Платики, воспринимающие рабочее усилие, крепят к бетону при помощи анкерных стержней. Платики для монтажа трубопроводов системы смазки, электрооборудования и клеммных коробок можно приклеивать к бетону. Рекомендуется следующий состав клея в весовых частях: эпоксидная смола марки ЭД-5 или ЭД-6-100; окситер-пеновый растворитель - 40; наполнитель (цемент, тонкомолотый песок) -100; отвер-дитель (гексометилендиамин или полиэтиленполиамин) - 25-30; 5) конструкции железобетонных деталей машин должны обеспечивать условия для механической и термической обработки, а также сборки машины; 6) должны быть приняты конструктивные меры по защите бетонных поверхностей от воздействия вредных сред, высоких температур и механических повреждений (например, при падении стружки) (рис. 16); 7) транспортировочные устройства должны обеспечивать удобство Транспортирования и кантования деталей; 8) Трещины в конструкции не допускаются, поэтому должен быть обеспечен соответствующий запас прочности; 9) должна быть обеспечена долговечность конструкции и стабильность размеров детали во времени. Необходимо предусматривать меры по уменьшению усадочных деформаций ползучести (дополнительное армирование, применение металлической облицовки, покрытие бетонных поверхностей эпоксидными смолами); 10) внешний вид железобетонных деталей должен удовлетворять требованиям ГОСТов на приемку оборудования (машин и станков). Наружные бетонные поверхности должны быть ровными, 44 не иметь шероховатостей, раковин, выбоин и других дефектов. Железобетонные детали должны быть окрашены в цвет машины или станка, отвечающий требованиям эстетики; 11) выбранная конструкция железобетонной базовой детали должна обеспечить высокие технико-экономические показатели по сравнению с соответствующей металлической деталью или ей подобной. Оформление рабочих чертежей. Чертежи железобетонных базовых деталей машин содержат элементы машиностроительного -ISdO- -31*0-
Расход материалов (О пГ)
Лист 1 Рис. 17. Общий вид железобетоииой плиты: / - транспортировочная труба; 2 - направляющая; 3 - опорный узел; 4 - рабочая арматура И строительного черчения. Поэтому при их разработке необходимо пользоваться соответствующими ГОСТами («Чертежи в машиностроении», .1960 г., «Система чертежного хозяйства», 1961, ГОСТ 5401-50 и др.). Для удобства пользования рабочим чертежом рекомендуется арматурный каркас вычерчивать отдельно от общего вида детали с разрезами. Бетон условно обозначать не надо. На чертеже общего вида детали (рис. 17) проставляют знаки чистоты механической обработки, допуски на взаимное расположение рабочих поверхностей и технические требования. В спецификации над штампом дают перечень входящих в деталь металлических закладных частей (обозначение, наименование, количество, вес, материал и т. д.). Этот чертеж служит в основном для механической обработки. При вычерчивании арматурного каркаса (рис. 18) необходимо указывать размеры, определяющие положение стержней в конструкции, места соединения и стыковки арматурных стержней и подробно показывать анкеровку закладных частей (см. рис. 17 и 18). 0 1 2 3 4 [ 5 ] 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 |
||||||||||||||||||||||||||||||||||||||||||||