

|
|

|
Промышленный лизинг
Методички
высоте до 300 мм толщина защитного слоя бетона такая же, как у плит; в балках при высоте более 300 мм при диаметре арматуры до 20 мм - не менее 20 мм, при диаметре арматуры более 20 мм - не менее 25 мм, более 35 мм - не менее 30 мм. Если в качестве арматуры используют фасонный прокат, то толщина защитного слоя принимается равной 50 мм. В балках с предварительно напряженной арматурой, натягиваемой на упоры, толщину защитного слоя бетона для рабочей арматуры при диаметре более 32 мм рекомендуется принимать, не менее величины диаметра арматуры. Хомуты и поперечные стержни должны отстоять от поверхности бетона не менее чем на 15 мм. При систематических воздействиях агрессивных сред толщина защитного слоя должна быть увеличена минимум на 10 мм. В балках концы стержней продольной арматуры должны отстоять от наружной поверхности бетона не более чем на 10 мм, в плитах - не более чем на 5 мм. Концы напрягаемой арматуры, а также анкеры должны быть защищены слоем раствора или бетона толщиной не менее 5 мм. При проектировании железобетонных деталей машин должны задаваться расстояния между стержнями и пучками арматуры, согласно указаниям СН и П. Так, расстояния в свету между отдельными продольными стержнями арматуры, а также между стержнями соседних плоских сварных каркасов не должны быть меньше диаметра стержней, если они при бетонировании занимают горизонтальное или наклонное положение, и не менее 50 мм, если стержни занимают вертикальное положение. Расстояние в свету между стержнями периодического профиля принимается без учета выступов и ребер стержней. Расстояние между хомутами при армировании сварными каркасами должно быть не более 20d, где d - диаметр продольной арматуры, или не более 500 мм. В железобетонных деталях, работающих на кручение с изгибом, хомуты должны быть замкнутыми. Как показывает опыт проектирования и изготовления железобетонных деталей, арматурный каркас следует проектировать из отдельных элементов. Например, целесообразно металлические опорные узлы объединять с рабочими продольными и поперечными стержнями, образовав плоский арматурный каркас. Это позволяет применять унифицированные каркасы. Металлическая облицовка анкерится в бетоне отдельными П-образными стержнями, расположенными в шахматном порядке на ее внутренней поверхности (рис. 27, а). Для обеспечения хорошей анкеровки расстояние между стержнями должно быть не более 206, где б - толщина стального листа. 58 Транспортировочные узлы (трубы, втулки) анкерятся стержнями и сетками (рис. 27, б). Анкеровка опорных узлов в бетоне осуществляется отдельными стержнями, как показано на рис. 28, а. 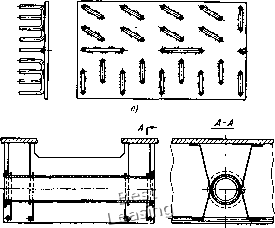  Рис. 27. Анкеровка металлических закладных частей Пустоты надлежит размещать так, чтобы обеспечить прямолинейность рабочих стержней, не допуская пересечения каркаса балок (рис. 28, б). В:± Конструирование базовых деталей из железобетона требует решения вопросов защиты открытых бетонных поверхностей от агрессивного воздействия масел и эмульсий. Дл яэтого применяют: облицовку тонким металлическим листом, лакокрасочные покрытия, покрытия пластмассами, наклейку защитных пленок и металлизацию поверхностей. Выбор метода защиты обусловлен техническими и экономическими соображениями. На основании исследований, проведенных авторами в НИИПТМАШе, для защиты бетонных поверхностей железобетонных деталей машин рекомендуется применять следующие лакокрасочные покрытия: а) фенолформальдегидный грунт Рис. 28. Анкеровка узлов железобетонных деталей 1111111 ФЛ-ОЗ-К (ГОСТ 9109-59) - два слоя, нитроцеллюлозная шпатлевка АШ-30, эпоксидно-нитроцеллюлозная эмаль ЭП-51 - два слоя; б) химически стойкий лак ХСЛ (ГОСТ 7313-55) с 20% наполнителя (портландцемент марки 500-600) - два слоя; перхлор-виниловая шпатлевка ПХВШ-23, нитроглифталевая эмаль НКО-23 (ГОСТ 6631-53) - два слоя; нитроэмаль № 925 - два слоя. На чертежах указывают технические условия на устройство защитных покрытий для бетонных поверхностей железобетонных деталей. При покрытии тонким листом облицовку и ее анкеровку дают в рабочих чертежах. ОСНОВЫ КОНСТРУИРОВАНИЯ ДЕТАЛЕЙ МАШИН С ПРИМЕНЕНИЕМ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОГО ЖЕЛЕЗОБЕТОНА При проектировании железобетонных конструкций машин применяется одноосное, двухосное и трехосное напряжение. В настоящее время широко применяют непрерывное наматывание высокопрочной проволоки на бетон детали. Этот способ успешно применен для армирования станин прессов различной мощности, причем как монолитных, так и сборных железобетонных конструкций машин. Например, станина пресса ТЖ-600 усилием 600 т, сконструированная сотрудниками НИИЖБа и ВНИИМЕТМАШа, состоит из железобетонных элементов: верхнего и нижнего ригеля и четырех колонн (рис. 29). После сборки станины все ее элементы при помощи навивки предварительно напряженной проволочной арматуры объединяются в единую пространственную раму. В некоторых железобетонных конструкциях машин предварительно напряженная арматура выполняет роль анкеровки металлических закладных частей в бетоне, так как при анкеровке ненапряженной арматурой иногда невозможно достигнуть требуемой жесткости анкеровки. Это наблюдается в конструкциях,воспринимающих нагрузки типа импульса (шаботы), где мгновенное приложение нагрузки (удар) к металлической закладной плите вызывает большие отрывающие усилия (рис. 30). Для равномерного распределения усилия обжатия, передаваемого на бетон от предварительно напряженной арматуры, под анкерами устанавливают металлическую плиту. Нередко в железо-60  Рис. 29. Станина пресса ТЖ-600 бетонных конструкциях машин эта металлическая плита является рабочей или привалочной поверхностью. Поэтому анкеровка предварительно напряженной арматуры в таком случае имеет свои особенности. Если железобетонная деталь имеет металлические закладные части на противоположных гранях, то анкеровать предварительно напряженную арматуру можно образованием 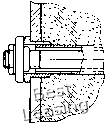  Рис. 30. Анкеровка металлической закладной детали предварительно напряженной арматурой Рис. 31. Конструктивное решение анкеровки закладной детали планшайбы карусельного станка диаметром 8000 мм: I -планка; 2. 5-закладная деталь; 3 - арматура; 4 - каналообразо-ватель ниши В одном из металлических листов. К другому листу стержень приваривают, еоли это стержневая арматура. В случае пучковой арматуры ниши делают в обоих закладных частях, а поверх ниши крепят металлический лист. Размеры ниши обусловливаются размерами анкеров. 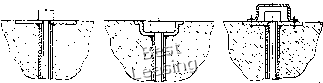 а) 6] 6] Рис. 32. Размещение анкерных устройств На рис. 31 показана анкеровка предварительно напряженной арматуры планшайбы карусельного станка 0 8000 лш, выполненной СКБ-4 (г. Коломна). В деталях, условия эксплуатации которых позволяют располагать анкеры на ее поверхности, анкеровку преднапряженной арматуры можно выполнять снаружи, как показано на рис. 32, а. Если во время эксплуатации анкеры и преднапряженная арматура могут получить повреждение, то в этих случаях анкеры ограждают защитным кожухом (рис. 32, в). Анкеры преднапряженной арматуры в конструкциях, где их возвышение над поверхностью недопустимо, могут располагаться в нишах (впотай), создаваемых металлическими закладными частями (рис. 32, б). На рис. 33 по- 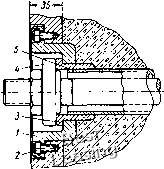 Рис. 33. Анкеровка предварительно напряженно11 арматуры в железобетонной поперечине карусельного станка: / - стакан; 2 - винт; 3 - фланец; 4 - шайба; 5 - труба казаны анкеровка предварительно напряженной арматуры поперечины карусельного станка 0 8000 мм. Конструирование арматурных элементов, типы анкеров и захватных приспособлений, расположение арматуры в конструкциях и многие другие вопросы конструирования рассмотрены в специальной литературе и обусловлены указаниями СН и П [37]. ГЛАВА III ПРОЕКТИРОВАНИЕ И ИССЛЕДОВАНИЕ НЕКОТОРЫХ ТИПОВ ЖЕЛЕЗОБЕТОННЫХ ДЕТАЛЕЙ МАШИН РАМА РОЛЬГАНГА С ИНДИВИДУАЛЬНЫМ ПРИВОДОМ Конструкция железобетонной рамы рольганга разработана НИИПТМАШем для листопрокатного стана 2800. Она представляет собой замкнутую прямоугольную в плане рамную конструкцию, образованную двумя тумбами и продольными балками 
 Рис. 34. Железобетонная рама рольганга с индивидуальным приводом рамной конструкции: i I "7 плрскче продольные каркасы балок рамы; 5, - плоские каркасы тумб рамы: 4, 5, 9, to - металлические сварные закладные части в раме; 6 - скрытые монтажные петли; 7, 8 плоские сварные сетки (рис. 34). Для установки и крепления корпусов подшипников и редуктора привода ролика предусмотрены верхние металлические опорные площадки 4, 5, 9, 10. Металлические трубы 4 приварены к верхним металлическим площадкам /, 5 и нижним опорным платикам 2. Трубы служат для пропуска анкерных болтов, которыми рама крепится 0 1 2 3 4 5 6 7 [ 8 ] 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 |
||||||||||