

|
|

|
Промышленный лизинг
Методички
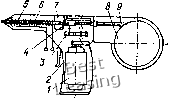 Рис. 46. Нагревательное устройство полуавтомата ПСП-5 Для сварки термопластов расплавленным прутком разработаны портативные полуавтоматы ПСП-5, ПСП-5М, СА-124 и РЭСУ-500А [3, 10, 35). Полуавтомат ПСП-5 состоит из переносного пульта управления и нагревательного устройства (рис. 46). Цилиндр 5 нагревательного устройства выполнен из латунв либо другого теплопроводного металла. Он ввинчен в охладитель 7, который омывается проточной водой и охлаждает входной участок о целью предотвращения преждевременного размягчения присадочного материала и устранения его прилипания к стенке цилиндра. Присадочный материал в этой зоне играет роль поршня, проталкивающего расплав через зону нагрева. Остальная часть цилиндра нагревается спиралью из нихромовой проволоки 6. Спираль навивается так, чтобы максимальный нагрев был на выходе присадочного материала из трубки. С наружной и внутренней сторон спираль изолирована прокладками из миканита и закрыта кожухом. Цилиндр вместе с охладителем закреплен на ручке 2, в которой вмонтированы электродвигатель привода / и микровыключатель для его включения, срабатывающий при нажатии на пусковой курок. Вращение с вала электродвигателя подается на редуктор 3 и подающие ролики Давление роликов на присадочный пруток 9 регулируется винтом, что позволяет вести сварку прутком диаметром 3- 5 мм, подаваемым с катушки 5. Общая масса полуавтомата ПСП-5 составляет 20 кг, масса нагревательиого устройства - 1,5 кг, производительность - 0,25 кг расплава в час. На базе полуавтомата ПСП-5 создан ряд полуавтоматических специальных установок, например карусельный стенд УСА-1 для сварки чехлов щелочных аккумуляторов из полиэтилена высокого и низкого давления. Полуавтомат ПСП-5М является модернизированной конструкцией полуавтомата ПСП-5 и отличается от последнего тем, что на цилиндре нагревательного устройства дополнительно смонтирована винтообразная трубка, по которой проходит газ-теплоносптель, нагреваясь от той же электроспирали, что и присадочный пруток. Расход газа-теплоносителя- до 0,5 mV4. Полуавтомат СА-124 предназначен для сварки листов толщиной до 8 мм с применением присадочного прутка диаметром 3 мм. Производительность - 0,35 кг расплава в час. Масса пульта управления - 17 кг, нагревательиого устройства - 1,15 кг. Полуавтомат РЭСУ-500А предназиачеи для сварки расплавленным прутком горизонтальных, вертикальных и потолочных сварных швов полиэтиленовой футеровки железобетонных конструкций в процессе их изготовления и монтажа, а также для сварки пленок и листов из полиэтилена и полипропилена. В качестве присадочного материала при сварке изделий из полиэтилена высокого давления применяется пруток круглого сечения диаметром 4,0 ± 0,2 мм, при сварке изделий из полиэтилена низкого давления и полипропилена - диаметром 3,0-3,5 мм. Изготовление прутков осуществляется экспериментальной базой Донецкого Промстройииипроекта. В комплект полуавтомата РЭСУ-500 А входят нагревательное устройство прямоточного типа (рис. 47), пульт управления, электрический кабель, гибкий резиновый шланг для подвода газа-теплоносителя я футляр для переноски нагревательного устройства. Оптимальный температурный режим сварки зависит от свойств свариваемого материала и температуры окружающей среды. Он определяется путем контрольных сварок иа различных режимах заготовок соединяемых деталей длиной не менее 250 мм с последующей оценкой качества сварки. Рис. 47. Нагревательное устройство полуавтомата РЭСУ-500А: / - насадка; г - фигурная обойма; 5- нагреватель присадочного прутка; 4-нагреватель газообразного теплоносителя; 5 - кожух камеры нагрева; 5 -прижимной подпружиненный ролик; 7 - корпус; 8 - направляющая втулка; 9 -тянущий ролик; /О-клеммник; -рукоятка; /г - воздуховоды; /3-переходной штуцер; 14 - электрический кабель: 15 - тумблер;/ га;" к и 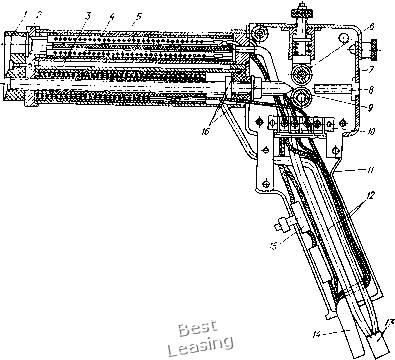 Сварка осуществляется следующим образом. Подготовленное к работе нагревательное устройство следует установить перпендикулярно к поверхности свариваемых материалов таким образом, чтобы передняя стенка насадки оказалась в точке, откуда должен начинаться сварной шов, и включить электродвигатель. После того как расплав присадочного материала еаполнит разделку шва, необходимо начать равномерное передвижение нагревательного устройства вдоль стыка свариваемых материалов. Передвижению устройства способствуют реактивные силы движущейся раплавляемой присадки, что значительно уменьшает усилия сварщика. Сварочное давление создается струен расплава, поэтому в процессе сварки необходимо следить, чтобы насадка всей поверхностью соприкасалась со свариваемыми деталями. При выполнении горизонтальных швов прикладываемое к сварочному устройству усилие должно быть в среднем i-3 кг. При выполнении потолочных швов и швов на вертикальных поверхностях прикладываемое к сварочному устройству усилие должно еще компенсировать его массу. Разработчик и изготовитель полуавтомата РЭСУ-500А - Донецкий Промстройниипроект. Основные параметры полуавтомата РЭСУ-500А Напряжение. В: питающей сети................ электродвигателей.............. электродвигателя механизма подачи прутка Потребляемая мощность, кВт, не более . , , , , 220 (127) 26-42 127 0,5 производительность при сварке полиэтилена высокого давления, кг/ч, не менее........... 0,5 Пределы регулирования температуры, °С: расплавленного присадочного материала . . . 170-2S0 газообразного теплоносителя......... 1о0-450 Расход газа-теплоносителя, м/мин......... 0,25 Давление газа-теплоносителя, МПа........ 0,01-0,05 Скорость сварки полиэтиленовых пленок и листов, м/ч, толщиной, мм: 0,4-0,8..................... 50-60 1,0-2,0..................... 20-30 Габаритные размеры, мм: пульта управления............... 310x210x180 нагревательного устройства.......... 270X96x220 Масса, кг: пульта управления............... 20 нагревательного устройства (без кабеля н шланга)..................... 1,5 Длина электрического кабеля от нагревательного устройства к пульту управления, м, не менее. . . 10 Глава 5 СВАРКА ТРЕНИЕМ ХАРАКТЕРИСТИКА И ОБЛАСТИ ПРИМЕНЕНИЯ Отличительными особенностями сварки трением являются малое время сварки (несколько секунд), локальное выделение тепла, высокая прочность сварного шва, возможность сварки поверхностей без их предварительной очистки, в том числе поверхностей, имеющих окисную пленку и различные инородные включения. Сваркой трением хорошо соединяются полиэтилен, полипропилен, полиоксиметилен, поливинилхлорид, полиамиды, полиметилметакрилат, полистирол и сополимеры на его основе, а также некоторые фтор-полимеры [10, 38]. Сваркой трением могут соединяться не только однородные, но также и разнородные пластмабсы [38]. Сварка трением широко применяется для соединения различных деталей, имеющих форму тел вращения, а также деталей любой формы, соединяемые поверхности которых находятся в одной плоскости, например, труб малых и средних диаметров, водопроводной арматуры, изделий сантехники, фильтров, резервуаров, канистр, крыльчаток насосов и др. 22. Основные параметры сварки трением вращения и вибротрением
В зависимости от Tofo, каким образом создается трение, различают сварку трением вращения и сварку вибротрением. Основные параметры этих способов сварки приведены в табл. 22 [2й]. СВАРКА ТРЕНИЕМ ВРАЩЕНИЯ Возможные схемы сварки трением вращения приведены на рис. 48. Из указанных схем сварки широко используются схемы айв. -X-- Рис. 48. Принципиальная схема сварки трением с использованием вращения одной детали (а), обеих детален (б), вставки (в): 1-вращающаяся деталь; 2-Сварной шов: 3-неподвижная деталь; 4-вставка Плотность теплового потока, Вт/м, в зоне трения соединяемых деталей определяется но формуле [29] q 0,2\ ftiRp 10-2, где f - коэффициент трения; п -относительная частота ьращения; R - радиус поверхности трения; р- давление прижима, МПа. Основными технологическими параметрами сварки трением вращения являются относительная линейная скорость трущихся поверхностей Ujj, давление прижима при нагреве р, давление осадки р время сварки t, включающее время нагрева я время осадки t,,. Время нагрева зависит от параметров v, теплофизических свойств соединяемых материалов и геометрических размеров деталей. В зависимости от выбранного сварочного цикла давление может варьироваться различным образом. На рис. 49 приведена одна из возможных циклограмм сварочного цикла, которая характерна также и для сварки вибротрением. По достижении температуры сварки Т относительное вращение соединяемых деталей быстро уменьшают до нуля и охлаждают их при Р,,. Давление прижима и давление осадки должны нарастать постепенно, что связано с необходимостью устранения нежелательных вибраций соединяемых деталей. При сварке трением вращения скорость одной из соединяемых деталей выбирается в пределах 0,2-3,0 м/с, а прн сварке с применением промежуточной вставки-8-10 м/с. Давление выбирается равным 0,05-1 МПа. Время осадки определяется временем охлаждения свариваемых деталей (не менее нескольких минут). Вращением одной из соединяемых деталей сваривают между собой цилиндрические детали небольшой длины (стержни, трубы) и цилиндрические детали с деталями плоскими или фасонными. Сваркой с при- 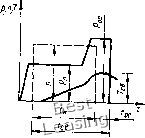 Рис. 4iJ. Циклограмма изменения параметров режима сварки треннем 23. Рекомендации по выполнению соединений при сварке трением Продолжение табл. 23
Трубы 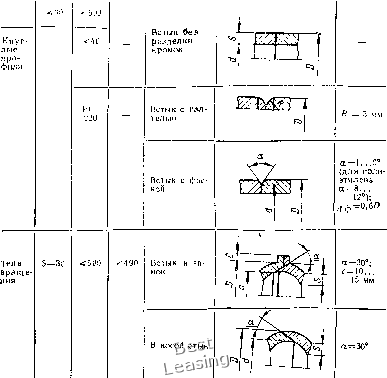 В выточку, встык с V-об-разной разделкой кромок  а=60» Тела вращения <5 <30Р <290 С отбортов-кой кромки одной детали  <500 <490 С отбортонкой кромки двух деталей с\0... 15 мы ! ft=10... 15 мм менением промежуточной всгаьки соединяют большие и громоздкие детали, вращение и торможение которых затруднено. Важным фактором, во многом определяющим качество сварноо соединения, является форма места соединения (табл. 2Ь) [10, 26]. Сварка пластмасс трением вращения осуществляется на различных металлообрабатывающих станках - токарных, сверлильных, фрезерных, а также специализированных сварочных машинах. Установки для сварки пластмасс трением вращения состоят и. механизма вращения, узлов зал{има заготовок, тормозного механизмя и узла осадки. Для сварки трением труб и других деталей, и.меющих форму тел вращения, применяются отечественные машины МСТ-1 и AiCT-2. Основные параметры машин МСГ-1 н Л1СТ-2 MCI-1 МСТ-2 Тнп привода вращения......... Асинхронный двигатель Мощность привода вращения, кВт ... - 10 Частота вращения, Гц ......... - 24 Способ остановки вращения шпинделя Электродинамический Способ создания давления....... Пневматический Осевое уснлне, к1............ - 4-4 5 Тнп зажима детален...........Самозажимные Кулачковые цакгн патроны Диаметр свариваемых деталей, ы.м 10-25 До 165 Машинное время сварки, с....... 5-12 5-12 Габаритные размеры, м.........1,6X0,65X1,2 l,7x0.7x!.J5 Alacca, кг........,....... bjO 900 0 1 2 3 4 5 6 7 8 9 [ 10 ] 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||