

|
|

|
Промышленный лизинг
Методички
25. Свариваемость пластмасс ультразвуком
Примечание. I - очень \ороиая свариваемость, 2 - хорошая, 3 - удовлетворительная, 4 - низкая. материале, применяют сварку ультразвуком в дальнем поле с разделкой кромок 6, 31). При сварке деолей с V-образной разделкой кромок их оптимальные размеры по высоте рассчитываются исходя из условий h= (2т + \)Х1А + Xoi; а/2; Х„,= (Л/2я)агс1о (~2nlSJXS.), где /]- длина верхней детали (без V-образного клина); 1- длина V-образного клина верхней детали; 5]- плошадь поперечного сечения верхней детали; i- площадь контакта V-образного клина с нижней деталью; m = О, 1, 2, ...; fe = О, !, К.., Хп- смещение максимума силы относительно верхней детали. Наличие разделки кромок оказывает существенное влияние на кинетику образования соединений. рн V-образной разделке кромок сварка ведется по схеме с «преимущественным внедрением» или «преимущественным оплавлением». На рис. 56 и 57 рассмотрена кинетика образования соединений капролона В по схеме с «преимущественным внедрением» и «оплавлением» с оптимальными углами разделки верхней детали. Соединения, Сваренные по схеме «оплавлением», характеризуются высокой прочностью и могут использоваться при изготовлении деталей, подвергающихся значительным нагрузкам в процессе эксплуатации. Эти схемы сварки дают возможность соединять разнородные пластмассы. Применение схемы «внедрением» дает возможность образовывать соединения несовместимых по своим теплофизическим свойствам полил!ерных материалов за счет чисто механического сцепления (капролон В с полистиролом, капролон В с полиметилметакрплатом и др.). Прн атом обязательно должен внедряться образец с большим модулем упругости, Сварка деталей из жестких пластмасс малых толщин, у которых отсутствует разделка кромок, осуществляется путем введения мягкой прокладки мелчду соединяемыми деталями. Прокладкой может служить как материал самого изделия после предварительного подогрева, так н др;гой полимер. Мерой концентрации энергии на прокладке служит безразмерный коэффициент = E{c\jE\r\\, где Е{ и £2-модули упругости соответственно верхней двтвли и прокладки; rii и -коэффициенты механических потерь соответственно верхней детали и прокладки (т] =- £"/£, £"- модуль потерь) [4]. Концентрацию энер-гин на прокл.тдке можно увеличить, уменьшая отношение £2/tlj. ш зво 200 100 I I 1 2 3 5 t,C 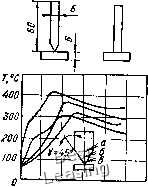 I 2 3 4 S t.c Рис. 56. Кинетика образования соединений по схеме «с преимущественным внедрением». Материал - капролон В (Л = 45 мкм; Р = 220 Н/см; а, б, в - места расположения термопар) Рис. 57. Кинетика образования соединений по схеме с «преимущественным оплавлением» (Л = 45 мкм; Р = 900 Н/см; а, б, в - места расположения термопар) Дополнительные требования к прокладке; температура плавления или перехода в вяйкотекучее состояние материала прокладки должна быть ниже, а ин.хекс текучести расплава выше, чем свариваемого материала; материал прокладки должен быть кимически совместимым со свариваемым материалом; оптимальная толщина прокладки должна составлять 0,05-0,1 мм. Сварку ультразвуком ориентированных пленок осуществляют скользящим инструментом, имеющим клинообразную форму. При использовании обычных методов сварки ориентированная структура пленок в зоне шва разупорядочивается и прочностные характеристики шва сильно ухудшаются. Отличительной особенностью ультразвуковой сварки скользящим инструментом является то, что нагрузки на инструмент требуются небольшие, так как при внедрении и перемещении в материале он контактирует с .небольшим объемом полимера. Это дает возможность устойчиво поддерживать резонансную частоту системы и позволяет легко осуществлять взаимное перемещение материала и инструмента. Ультразвуковая сварка пленок скользящим инструментом характеризуется большими значениями удельной мощности механических колебаний, вводимых в материал, большим давле- нием инструмента на материал и значительной деформацией материала [6. 10, 32]. * При сварке ультразвуком пленок и синтетических тканей время сварки рассчитывается по формуле где / - частота ультразвука; То и Т - температура соответственно исходная и сварки; А- амплитуда колебаний инструмента-волновода; б, с, р, £, Т1 - соответственио толщина, теплоемкость, плотность, модуль упругости и фактор потерь свариваемых материалов [10]. В табл, 26 приведены основные параметры сварки некоторых синтетических тканей [32}. 26. Сварка ультразвуком синтетических тканей
СВАРОЧНОЕ ОБОРУДОВАНИЕ Ультразвуковые сварочные установки состоят из сварочной машины и источника питания электроакустического преобразователя машины, В табл. 27-29 приведены основные параметры отечественных и широко используемых в нашей стране зарубежных ультразвуковых установок для сварки пластмасс [10, 26, 30]. Важнейшими частями сварочной машины являются сварочная головка и опора. Сварочная головка состоит из электроакустического преобразователя, трансформатора упругих колебаний и нпструмента-волиовода. В качестве электроакустических преобразователей используются магнитострикционные и электрострикционные преобразователи. В табл. 30 приведены характеристики ряда серийно выпускаемых отечественных магиитострикциониых преобразователей. В качестве трансформаторов упругих колебаний используются волноводы различной формы. Различают ступенчатые, катеноидаль-ные, экспоненциальные и конические волноводы, Наиболее простым но методике расчета и изготовлению, к тому же имеющим 11аиболь-шее увеличение по амплитуде колебаний, является ступенчатый волновод. Однако он обладает существенным недостатком - очень большими напряжениями в переходной по диаметру волновода зоне, что резко снижает его эксплуатационные характеристики [6, 12]. Трансформаторы упругих колебаний и волноводы изготовляют нз упругих материалов с малыми акустическими потерями, обладающих высокой усталостной прочностью к циклическим нагрузкам - из алюминиевых а титановых сплавов сталей 45, ЗОХГСА и 40Х и др. Опоры могут быть активными и пассивными. Первые отражают ультразвуковые колебания, вторые поглощают. Активные опоры могут быть полуволновыми h четвертьволновыми. В качестве материала для активной опоры используются различные стали, сплавы титана а для пассивной опоры - резина, дерево, текстолит. Нз рнс.58 приведены два типа полуволновых активных опор {6J: симметричная (с отражающим торцом) н несимметричная (с отражающей массой). Симметричная опора состоит кз полуволнового стержня /, который по- 2 яском-2 крепится к стойкам 3 (рис. 58, а). Поясок проходит через узловую плоскость, расположенную на расстоянии, равном четверти волны, от обоих торцов. Длина опоры определяется по формуле I = у/2/, где V - скорость распространения ультразвука в материале опоры; / - резонансная частота. Толщина пояска выбирается из условия бд< 0,05/. Для уменьшения длины опор они применяются с отражающей массой (рис. 58,6). При этом должны выполняться условия (0,1 ... 0,125)Я, £ 0= 1.2- Для элемента отражающей массы выбирают материал с наибольшей, а для стержня - с наименьшей плотностью. Длина стержня определяется уравнением li = 1/arctg (WJX„ я/2) о/и, где Го-волновое-сопротивление стержня; - инерционное сопротивление присоединенной массы, Х„ = со/И; со = 2л/. Положение узловой плоскости, в которой находится опорный поясок, определяется из выражения 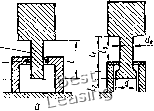 4\S\\\\\\\4 Рис. 58. Полуволновые активные опоры с отражающим концом (а) и отражающей массой (б) з = 1--агс1§(Го/озМ). Четвертьволновая опора представляет собой стержень длиной / = X/i, закрепленный на резиновой основе (опора с упругим закрепителем). Для питания электроакустических преобразователей сварочных машин служат ультразвуковые генераторы. Основными электрическими характеристиками ультразвуковых генераторов являются рабочий диапазон частот, выходная и потребляемая мощности, напряжение питания преобразователей, режим работы [3, 6, 10]. Рабочие диапазоны частот, кГц, разрешенные для промышленного использования и широко применяемые в ультразвуковых генераторах, следующие: 18 ± 1,35; 22 ± 1,65; 44 ± 4,4 и 66 ± 6,6. Для сварки пластмасс находят применение ультразвуковые генераторы, выходная мощность которых регламентируется следующим g 27. Стационарные установгсн для прессовой сварки ультразвуком Марка иашинв Разработчик Назначение Характеристика преобразователя Материал
a> s Габаритные размеры, мм (без генератора) МТУ-0,4 МТУ-1,53У4 АУС-1,5 УПК-15М1 УЗСРФ-02-М уем-19 УВД.1 UZB-600T US001A8 US003A9 Всесоюзный научно-исследовательский институт электросварочного оборудования (ВНИИЭСО) То же Московское высшее техническое училище им. Н. Э. Баумана (МВТУ) Ташкентский автомобильно-дорожный институт (ТАДИ) Омский политехнический институт (ОПИ) Институт механизации швейной промышленности ЧССР (УМОВ) УМОВ (ЧССР) Исследовательский институт механизации и автоматизации машиностроения ЧССР (ВУМА) В УМ А (ЧССР) Универсальная Сварка и резка трикотажно-лавсанового рукава при изготовлении фильтров Сварка наполненных емкостей Контурная сварка и одновременная резка синтетических тканей Сварка материалов толщиной до 4 мм по замкнутому контуру длиной до 400 мм Многослойная сварка и вырубка синтетических материалов толщиной 0,4-2 мм Сварка текстильных материалов (не менее 60 % синтетики) толщиной 0,1-3,0 мм Универсальная Никель Пермендюр Пермендюр (ПМС-15А) Пермендюр (ПМС-15А-18) Пермендюр Пьезокерампка Пьезокерамика То же 0,63 0,63 21,0 20,0 20,0 20,0 392 450 2000 1500 2000 1330x620x1430 470 x 626x1500 1640x990x540 655x945x1400 620x1025x1340 800x600x1800 1060x670x1450 1990x800x700 1010x800x2100 28. Стационарные установки для непрерывной сварки ультразвуком
0 1 2 3 4 5 6 7 8 9 10 11 [ 12 ] 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||