

|
|

|
Промышленный лизинг
Методички
При контроле квалификации рабочего персонала необходимо убедиться, что к работе допущены только рабочие, прошедшие специальную подготовку и соответствующую аттестацию. Технологическая подготовка производства должна обеспечивать наличие полного комплекта технической и технологической документации и технологического оснащения для изготовления данного соединения. На данном этапе проверяется наличие чертежей изделий, технологических карт, технических условий иа изготовление. Инструкций на оборудойание н др. Обращается внимание на соблюдение требуемых условий выполнения работ - освещенность рабочего места, отсутствие атмосферных осадков, обеспечение требуемой температуры Окружаюгцей среды и др. Технологический контроль предусматривает по-стадийиый контроль правильности технологических параметров сварки и склеивания, влияющих иа качество соединения. При этом контролируются температура сварки и склеивания, давление при нагреве свариваемых поверхностей и при охлаждении сварного шва, давление при формировании клеевой прослойки, время нагрева и охлаждения при сварке, время отверждения клеевой прослойки и другие параметры, указанные в технологической документации на производство работ по сварке и склеиванию. Контроль длительности технологических этапов производят секундомерами и реле времени; температуры нагревательных инструментов - электрическими и другими приборами; глубины прогрева изделий в месте соединения - термочувствительной лентой,выпускаемой ВНПОбумпромом по ТУ81-04-08-77 (при иагреве лента, укладываемая на поверхность изделия в месте соединения, изменяет свой цвет, что позволяет наблюдать за перемещением температурного фронта в изделии); осевых усилий - прямыми нли косвенными измерениями с помощью динамометров, манометров и других приборов. Приемочный контроль предусматривает контроль качества швов соединений неразрушающими и разрушающими методами, на основе результатов которых производится отбраковка соединений. С учетом экономического фактора в производственных условиях наиболее целесообразно применение неразрушающих методов контроля, проводимого с учетом требований нормативно-технической документации на изготовление изделий и конструкций. Результаты контроля считают удовлетворительными, если установленные при контроле показатели не выходят за пределы, регламентированные данной нормативно-технической документацией. Глава 15 РАСЧЕТ ПРОЧНОСТИ, ТЕХНИКО-ЭКОНОМИЧЕСКИЕ И ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ СВАРНЫХ СОЕДИНЕНИЙ РАСЧЕТ ПРОЧНОСТИ СВАРНЫХ СТЫКОВЫХ ШВОВ Встыковом шве (рис. 87) распределение напряжений по длине шва принимается равномерным; рабочая толщина шва принимается равной толщине стыкуемых элементов (и меньшей, если толщины различны). Расчет прочности сварных соединений нз пластмасс производится по тем же формулам сопротивления материалов, что и для металлических сварных соединений. Так, допускаемые усилия Pi при растяжении и при сжатии определяются по формулам Pi = [(JlpmS; Рг= (оМсжш. где Длина.шва; Л-толщина стыкуемых элементов; [oJp и [оJj - допускаемые напряисения для сварного соединения соответственно при растяжении и сжатии. Допускаемые напряжения при растяжении устанавливаются в зависимости от свойств пластмасс, точности расчета и качества сварки. Допускаемое напряжение при растяжении [oJ где о„ предел прочности при растяжении, МПа; л - коэффициент запаса прочности. При изгибе элемента допускаемый момент M = [o]pW, гдей - момент сопротивления сечения шва, см. Расчет кольцевых швов труб от внутреннего давления производится формуле Рг/25< [о] , где Р -внутреннее давление, МПа; г - внут- ренний радиус, м; 6 - толщина стенки, м.  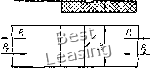 Рис. 87. Стыковое соединение Рис. 88. Нахлесточное соединение При расчете пластмассовых трубопроводов коэффициент запаса прочности основного материала предлагается для ПВД и ПНД п - 1,6; для ПВХ п = 3,0 [11]. Для сварных швов таких рекомендаций пока не имеется. Учитывая разброс данных исследований прочностных характеристик пластмасс н особенности технологии сварки, коэффициент запаса прочности должеи определяться экспериментальным путем для каждого коикретиого случая. При этом необходимо учитывать особенности условий эксплуатации (характер нагрузки, климатические условия и т. д.). РАСЧЕТ ПРОЧНОСТИ СВАРНЫХ УГЛОВЫХ ШВОЗ При расчете сварных угловых швов усиление шва не учитывают и считают, что в поперечном разрезе угловой шов имеет форму прямоугольного равнобедренного треугольника (рис. 88). Минимальное сечение »того треугольника, т. е. рабочее сечение, по которому будет происходить разрушение шва, совпадает с биссектрисой прямого угла шва н может быть выражено следующим образом: =-h X X cos 45° «а 0,7/гц,, где - высота катета шва. Распределение напряжений по длине шва принимается равномерным. Допускаемые усилия прн растяжении Pi и при сжатии Р для сварного соединения, выполненного угловыми швами, определяется по формуле Pi = = 0,7 [г1р/1ц, 1, где [т]ер - допускаемое напряжение на срез для шва, МПа; -суммарная длина угловых швов, м. Расчетная длина флангового и лобового шва должна быть не менее 4/г . Расчетная длина флангового шва должна быть ие больше
Способ сварки Токами высокой частоты Ультразвуковая Химическая Факторы, влияющие на прочность сварного соединения Свариваемый материал Толщина свариваемых материалов, напряженность электрического поля, частота электрического поля, время иагрева в электрическом поле, время сварки, время остывания свариваемых материалов под давлением Толщина свариваемых материалов, амплитуда колебания рабочего торца инструмента-волновода, частота колебаний, время сварки, время остывания свариваемых материалов под давлением, подготовка соединяемых поверхностей к сварке Содержание в свариваемом материале высокоактивных функциональных гоупп достаточной концентрации, температура нагрева, сварочное давление в процессе отверждения, чистота свариваемых поверхностей ПА ПК ПП ПЭТФ Стеклопластик К. % 60-100 70 80 75 70 0-100 60/1щ. Если усилие, воспринимаемое фланговым швом, возникает на всем его протяжении, длина флангового шва не ограничивается. В соединениях внахлестку поверхности свариваемых элементов должны перекрывать друг друга на участке, длина которого должна быть не менее пяти толщин наиболее тонкого из свариваемых элементов. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ И ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ СВАРНЫХ СОЕДИНЕНИИ .Механические свойства сварных соединений пластмасс зависят от прочности материала шва; прочности основного материала соединяемых элементов; формы и вида соединения и связанной с этим концентрации напряжений; применяемого способа сварки. В зависимости от этого прочность сварного соединения может быть ниже, равной или выше прочности основного материала. Прочность шва сварного соединения согласно ГОСТ 16971 - 71 характеризуется коэффициентом сохранения свойств /С = 0р/0р, %, где Ор и Ор -пределы прочности при растяжении соответственно шва сварного соединения и основного материала. Необходимо стремиться, чтобы значение коэффициента К приближалось к 100 %, так как в конечном итоге прочность несущих сварных соединений определяет прочность и работоспособность всей сварной конструкции. В литературе этот коэффициент называют также коэффициентом прочности сварного соединения. в случае неравнопрочности сварного соединения требуемая несущая способность может быть обеспечена только за счет увеличения площади сечения шва, а, следовательно, и сечения свариваемых элементов, что в свою очередь увеличивает расход материала на конструкцию н ее вес. Увеличение расхода материала повышает стоимость конвгрукции, а площади поперечного сечения соединения - трудоемкость сварочных работ. Увеличение массы сварной конструкции повышает транспортные расходы и стоимость монтажных работ. Таким образом, коэффициент К является важным технико-экономическим показателем сварного соединения. В табл. 55 приведены значения коэффициента К для сварных соединений, выполненных различными способами сварки, а также указаны основные технологические факторы, влияющие на значение коэффициента [10, 26, 36]. Глава 16 ТЕХНИКА БЕЗОПАСНОСТИ ОБЩИЕ ТРЕБОВАНИЯ Впроцессе производства работ по сварке и склеиванию пластмасс необходимо соблюдать правила техники безопасности и охраны труда, установленные СНиП III-4-80 «Техника безопасности в строительстве», ГОСТ 12.1.004-76* «ССБТ. Пожарная безопасность. Общие требования», ГОСТ 12.3.003-75 «ССБТ. Работы электросварочные. Общие требования безопасности», «Правилами технической эксплуатации электроустановок потребителей» и «Правилами техники безопасности при эксплуатации электроустановок потребителей» утвержденных Госэиергонадзором, а также специальными инструкциями по эксплуатации сварочного оборудования и инструмента. К работам по сварке и склеиванию пластмасс допускаются лица не моложе 18 лет, предварительно прошедшие медицинское освидетельствование, специальное обучение, вводный инструктаж по технике безопасности, мерах пожарной безопасности и инструктаж непосредственно на рабочем месте, а также сдавшие экзамен специальной комиссии. Работы по сварке и склеиванию пластмасс следует производить на открытом воздухе или в предназначенных для этого помещениях, которые должны соответствовать санитарным и противопожарным нормам строительного проектирования промышленных предприятий. Освещенность рабочего места должна составлять не менее 20-30 лк. Сварочные работы в помещениях, где опасность возникновения пожара ие может быть устранена, выполняют только при наличии письменного разрешения руководителя предприятия, в обязательном присутствии пожарного надзора. При сварке пластмасс выделяются вредные газы и пары (табл. 56 и табл. 57). При сварке пластифицированного поливинилхлорида и при использовании сварочных прутков из поливинилхлорида с добавкой пластификатора при сварке дополнительно выделяются пары пластификатора. Концентрация вредных паров, газов и пыли в воздухе рабочей зоны производственных помещений ие должна превышать предельно допустимую, установленную требованиями ГОСТ 12.1.005-76 «ССБТ. Воздух рабочей зоны. Общие санитарно-гигиенические требования» (см. табл. 56). В производственном помещении предусматривают систематический контроль за содержанием в воздухе рабочей зоны 56. Вредные вещества, выделяемые прн переработке основных видов пластмасс и их предельно допустимые концентрации (ПДК) в воздухе рабочей зоны (по ГОСТ 12.3.030-83) Свариваемые полимеры Вредные вещества ПВА, ПВС УПС САН Капролактам (аэрозоль) Капрон (аэрозоль) Аммиак Гексаметнлендиамин Окись углерода Нитрил акриловой кислоты* Бутиловый эфир акриловой кислоты Метиловый эфир метакриловой кислоты (метилметакрилат) Метиловый эфир акриловой кислоты Окись углерода Полимер кетнлметакрилата (М-90) (аэрозоль) Цианистый водород* Дибутиловый эфир о-фталевой кислоты (дибутилфталат) Диметиловый эфир фталевой кислоты (ди- метилфталат) Дн (2-этилгексил) фталат Хлористый водород Хлористые вннил Окись углерода Поливинилхлорид (аэрозоль) Ацетальдегнд Винилацетат Окись углерода Уксусная кислота Формальдегид Формальдегид Окись углерода Ацетальдегнд Уксусная кислота Полиэтилен низкого давления (аэрозоль) Формальдегид Полипропилен (нестабилнзированный) (аэрозоль) Окись углерода Стирол Дивинил - (1,3-бутадион) Стирол а-метилстирол Нитрил акриловой кнслоты+ Метиловый эфир метакриловой кислоты (метилметакрилат) Дивинил - (1,3-бутаднон) Сополимер стирола с а-метнлстиролом (аэрозоль)
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 [ 27 ] 28 29 30 31 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||