

|
|

|
Промышленный лизинг
Методички
производится переносными прессами скобообразной формы разъемного и неразъемного типов (рнс. 25). [9,10]. тнмы раьемною Г ойпяТД*""" переносные прессы имеют цельносварной корпус нЛоЛЛ" Р"- "«"И корпуса имеется впж?!йяг ""Рь, а на верхней ветви шарнирно крепится под-пот Гярт " """Р"" °"У«а."ся "Ри помощи гидропривода и мРжпГГп Р" возвратной пружины. Максимальный зазор между нагревателями может составлять 55 мм. 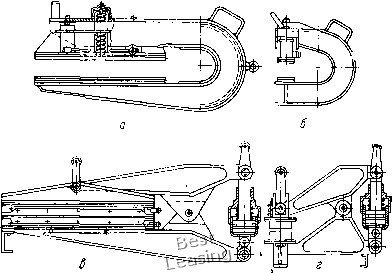 Рис. 2э. Переносные скобообразные прессы типа ССП: а-ССП-5, неразъемный для сварки продольных швов; б - ССП-4, неразъемный для сварки поперечных швов; в - ССП-7, разъемный для сварки продольных швов; г -ССП-6, разъемный для сварки поперечных швов Разъемные переносные прессы имеют шарнир и по схеме работы подобны клещам (рис. 25, в, г). Перед сваркой очередного участка шва ось шарнира вынимают и верхнюю ветвь пресса отводят на шарнире гидроцилиндра. После сборки и укладки иа нижнем нагревателе свариваемых кромок внахлестку верхнюю ветвь приводят в рабочее по-18. Основные параметры прессов типа ПСТП пресса Напряжение питания, В электрооборудования ПСТП-4 ПСТП-4М ПСТП-2 ПСТП-0,5У 380/220 380/220 380/220 380/220 нагревателей 2 я f ч л г о 4) р га - 24.4 - 160 Ло 40 24,4-160 24,4-160 400 520 200 50 4000 4000 2000 500 15-50 30. 40, 50 15-50 15-50 0,3-2.0 0,3-2,0 0,3-2,0 0,3-2,0 ложение, серьги шарнира совмещают отверстиями и ось помещают на место. Затем при помощи гндроцилиндра верхнюю и нижнюю ветви сводят и одновременно включают электропитание нагревателей. После сварки и непподолжительного принудительного охлаждения нагревателей давление в гидроцилиндре уменьшается до нуля, а верхняя губка пресса под действием пружины поднимается на 8 мм. Затем осьшар-нира вынимают, поворачивают верхнюю ветвь пресса, пресс или пленку перемещают и процесс повторяют. Кроме указанных в1табл. 17 в производстве применяются также прессы другой конструкции. Для сварки крупногабаритных изделий нз полимерных пленок больших толщин в заводских условиях используются прессы ПС-1 (длина рабочего сварочного инструмента 0,4 м), ПС-3 (1,0 м), ПС-4М (1,4 м), ПС-5 (3,0 м) [3, 29i, а для ручной сварки в монтажных условиях - клещи тина КС [10] и типа КТИ-301 [3]. Клещи типа КС предназначены для ujaioBofi сварки рантовых соединений полиолефиновых, поливинилхлоридных и фторлоновых пленок толщиной до 500 мкм. За один цикл сварки получается шов длиной 180-200 мм и шириной 2-10 мм. Нагрев шва при сварке - двусторонний, напряжение питания нагревателя - 6-15 В, максимальная потребляемая мощность - 500 Вт. Габаритные размеры клещей - 0,305 X 0,208 X 0,08 м, масса - 1,5 кг. Минским экспериментально-конструкторским и технологическим бюро кожгалантеренной и фурнитурной промышленности (Минское ЭКТБ КФП) с участием ВНИИСТ и экспериментального проектно-конструкторского и технологического бюро «Стройпласгик» (ЭПКТБ «Стройпластик») разработаны прессы, обеспечивающие наиболее оптимальные условия сварочного процесса - ПСТП-4, ПСТП-4М, ПСТП-2, ПСТП-0,5У [35]. Устройство и принцип работы прессов идентичны. На прессах ПСТП-4, ПСТП-4М и ПСТП-2 можно сваривать шаговым способом прямолинейным швом любой длины пленки из полиамида, полиэтилена и поливинилхлорида, а пресс ПСТП-0,5У предназначен для сварки угловых швов. Прессы ПСТП-4 (ПСТП-4М) и ПСТП-2 отличаются длиной верхней и нижней траверс, гидроподушки и нагревательных элементов. Пресс ПСТП-0,5У имеет удлиненную поворотную верхнюю консоль, угол между нагревательными элементами может регулироваться от 90 до 130°. Технические характеристики прессов приведены в табл. 18. В отличие от идентичного отечественного и зарубежного оборудования прессы ПСТП-4, ПСТП-4М и ПСТП-2 имеют портально-кон-сольные станины, что позволяет сваривать поперечные и продольные швы крупногабаритных изделий, а также обслуживать прессы как с передней, так и с тыльной стороны.
D.O ; щ О. к V > р > ч5 о а Габаритные размеры 120-300 60-90 120-300 120-300 4-10 6-10 -I-IO 4-10 195 200 195 195 4340x1100x1800 4750x1680x1825 2340x1100x1800 1700x1700x1920 3500 39Б0 285;. 18711 в прессе ПСТП-4Л\ (рис. 26) произведены следующие изменения по сравнению с прессом ПСТП-4: для уменьшения деформаций при прессовании увеличена жесткость верхней и нижней траверс; с целью предотвращения смещения ленты нагревателей в процессе работы увеличена ширина гидроподушки и повышена жесткость узла натяжения ленточных нагревателей; для исключения расхождения кромок свариваемых пленок под действием массы свисаюихего материала увели- 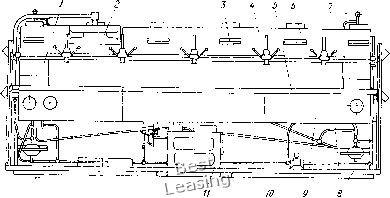 Рис. 26. Общий вид пресса Г1СТП-4М: /, 7 - стойки; 2 - пульт управления; 3 - светильник; <?-прижим; 5 -СТол; б - траверса верхняя ;* -поддон; 9--траверса нижняя; - основание; Л - гидропривод чено количество прижимов; на верхней траверсе установлены светильники для визуального контроля требуемой длины нахлестки при укладке свариваемого материала иа нижний нагревательный элемент; в качестве антиадгезионной прокладки применена лакоткань на основе фторопласта-4Д, что устранило необходимость замены целлофановой пленки при каждом цикле прессования, автономная система охлаждения заменена охлаждением проточной водой, что позволило сократить время охлаждения зоны шва и упростить конструкцию системы охлаждения; на прессе установлен поддон для раз- 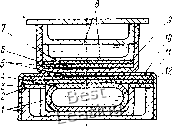 Рис. 27. Сварочный узел пресса ПСТП /-основание нижнего нагревателя; 2, 7, 10, -упругие прокладки; г, S - лакоткань; - гидроподушка; 5-ленточные нагреватели; 8 - секции верхнего нагревателя; 9, 12 - термозащитные прокладки мещения оператора, что позволило решить проблему размещения и перемеи1еиия крупногабаритных сварных полотнищ и создало предпосылки к механизации укладки и съема свариваемых изделий. Сварочный узел прессов типа ПСТП (рис. 27) состоит из верхнего и нижнего нагревателей и благодаря своей конструкции обеспечивает оптимальные условия протекания сварочного процесса. Верхннн н нижний ленточные нагреватели изготовляются из стали 08XI9HI0T с высоким электросопротивлением и имеют малую тепловую инерцию: практически мгновенно нагреваются до заданной температуры при включении напряжения на клеммах и быстро охлаждаются после выключения. Преимуществом ленточных нагревателей по сравнению с нагревателями другого типа является также их долговечность и легкая управляемость тепловым режимом, который может быть практически любым. Ускорение охлаждения нагревателей и сварного шва после окончания сварки производится путем циркуляции воды в герметичных полостях секций верхнего нагревателя и теп-лоотвода в заполиениую водой гидроподушку, что значительно сократило период сварочного цикла и увеличило производительность o6oj рудования. Применение гидроподушки (представляющей собой гибкий шлаиг, защемленный по концам, заполненный водой и связанный трубопроводами с камерами, имеющими диафрагмы, посредством которых и создается рабочее давление в гидроподушке) позволило создавать равномерное давление на сварной шов, исключило местные передавливаиия материала (подрезы) и деформацию околошовиой зоны, а также компенсирует разнотолщииность свариваемых пленок. СВАРКА ТЕРМОИМПУЛЬСНАЯ При термоимпульсной сварке используют малоинерционный нагреватель (лепту или проволоку) с повышенным электрическим сопротивлением, который, нагреваясь импульсом электрического тока, разогревает свариваемый материал за доли секунды. Давление, необходимое для сварки, создается на лентах дополнительным приспособлением. После отключения источника электропитания сварной шов быстро охлаждается (тепло отводится через остывший нагреватель или через соответствующие устройства), находясь под давлением, что исключает прилипание материала на нагреватель и коробление пленки. Наиболее распространенная схема термоимпульсной сварки, приведен- Рис. 28. Схема термонмпульсиой сварки полимерных пленок: / - пленки; 2-нагреватель; 3 - тепло-и электронзоляция; антиадгезионная прокладка; 5-гюдвижная губка; в - эластичная подложка; 7 - неподвижная губка; 8 - сварной шов 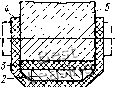 пая на рис. 28, применяется для соединения преимущественно по-лиолефиновых пленок толщиной 20-250 мкм (при толщине более 200 мкм необходимо применять двухсторонний нагрев). Из наиболее часто встречающихся нахлесточных и рантовых соединений предпочтение следует отдавать нахлесточиым, так как они имеют более высокую прочность при растяжении [15]. Чаще всего при термоимпульсной сварке шов получается за один цикл, прн этом протяженность сварного шва равна длине нагревателя, которая, в свою очередь, ограничена из-за теплового расширения последнего. Нагреватели в виде проволоки применяются в случае необходимости получения двух параллельных швов с одновременным разрезанием свариваемых изделий нли отделением припуска материала. Диаметр проволоки и продолжительность ее нагрева увеличиваются с толщиной пленки. 19. Основные параметры оборудования для термоимпульсной сварки Тип оборуд-ования МСП-15 Л\СП-17 МСП.17Н (настольное исполнение) AiCn-21 М6-ЛП.2С ТСП-1-0,5-ЗбО Переносной аппарат = и 43 п- S X -2 Л Ж 01 . я Ч ь со S га О ffl S я <и Нагрев До 500 До 500 До 500 100-250 До 500 50, 100, 360 До 500 3-20 3-20 5 4-10 До 3 2 250 500 ПЭ, ПП ПЭ, ПП, Ф Ф ПЭ, ПП, ПА, Ф ПЭ, ПП ПЭ, ПВХ, ПА1 Односторонний и двусторонний То же Односторонний Двусторонний Односторонний Двусторонний Возможна также термонмпульсная сварка длинных швов (длиной более 1 - 1,5 м) путем шагового перемещения материала. Оптимальную температуру сварки устанавливают экспериментально путем изменения величины и продолжительности импульса электрического тока, пропускаемого через нагреватель. В зависимости от типа материала и его толщины продолжительность нагревания составляет от десятых долей секунды до нескольких секунд, давление - от 0,01 до 0,2-0,3 МПа. Для термоимпульснон сварки используют различные сварочные машины (табл. 19). Кроме указанных в табл. 19 разработан также ряд других установок. Например, для одновременного получения двух параллельных швов с автоматическим разрезанием сваренных изделий (пакеты, обложки, книги и др.) создана установка М6-АБ0; для упаковки продуктов -машина АСВ и автомат М6-ФУГ; для изготовления бумажных пакетов, покрытых изнутри тонким слоем полиэтилена,- аптомат АП-1-Н, для сварки прямолинейных швов различных полимерных пленок - полуавтомат ЛП-1 [10]. СВАРКА ЛЕНТОЧНАЯ Применение нагревательного инструмента в форме лент дает возможность охлаждать свариваемое изделие в процессе сварки перед снятием давления, для этого последняя зона, через которую проходит материал, снабжается охлаждающим устройством (рис. 29), что значительно повышает качество и производительность сварочных работ. Оптимальные режимы сварки подбираются экспериментально с учетом типа материала свариваемых пленок и их толщины, а также рекомендаций, изложенных в табл. 4.
Габаритные размеры, мм 2000X1800X1700 1030X2000X1500 700 x 420 x 700 830 X 800X1200 750 X 800X1050 560x510x830 670X710X1100 300x200x250 В зависимости от конструкции сварнваемнхиздели производства при сварке пленочных нзделн „я„ пииная. так и механн- , , г проиаводчпы ..j..--- вана как ручная, так и механизированная ленточная сварка. В первом случае применяют ннст- Рнс. 29. Схема ленточной сварки полимерных пленок с двусторонним подогревом: 1-свариваемые пленки; 2 - стальная леита; Л - нагреватель; <? -охлаждающее устройство; 5 - сварной шов румент в виде полоза, во втором - в виде ленточных устройств. Сварочный полоз УСП-9 коиструкцин ВНИИСТ (рнс. 30) [9] состоит нз текстолитового корпуса 7 с рукояткой. Корпус несет план-Рис. 30. Сварочный полоз УСП-9: / - клемма; Р - ролик; 3 - тумблер; * -металлическая лейта; 5 - рукоятка: б-регулировочная гайка: 7-корпус; «-пружина; 9 - элек- " --, трокабель ку, изготовленную из материала, обладающего малой теплопроводностью, на которой натянута тонкая лента из стали с высоким электро- 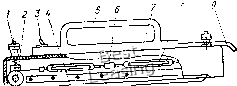 234,5 40 40 0 1 2 3 4 5 [ 6 ] 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||